What's the Difference?
 Though similar in the name, TIG and MIG welding have quite a few important differences. But before we discuss those lets briefly define each process:
Though similar in the name, TIG and MIG welding have quite a few important differences. But before we discuss those lets briefly define each process:
- MIG (Metal Inert Gas) Welding operation is a completely self contained, fixed level operation. In MIG, a consumable welding wire is spooled through a welding gun at the same time and rate as an inert gas. It comes into contact with the electrode current, burning, melting and fusing the base and parent metals together. If fixed properly, the welding can be done with one hand.
- TIG (Tungsten Inert Gas) Welding is a more user controlled process. TIG uses a tungsten electrode in one hand to provide the current while the other hand lays the filler to create a weld bead where the materials meet. Additionally, a foot pedal is required to control the levels of inert shielding gas.


Both processes combine two pieces of metal together with a consumable filler and use an inert gas to shield the electrode current and weld from contaminants. So why does DMC Power choose TIG welding?
- TIG is more precise. All three welding variables (heat, filler and gas) are independently controlled on a continual basis, not a fixed rate. This requires more skill, coordination and experience than MIG welding and allows our

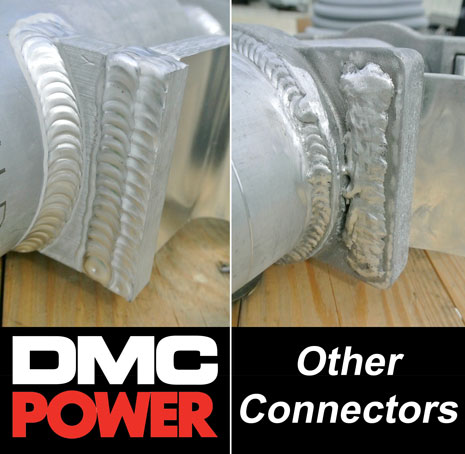
DMC Power TIG Weld at Top; Competitor MIG Weld at Bottom
expert welding staff to dictate the inputs on a continual basis and adjust to each connector.
- TIG is more versatile. Because the inputs can be individually controlled we are able to adapt to different materials and have more control over the weld penetration so perfect beads are laid.
- TIG is stronger. Impurities and voids are prevalent quality problems with MIG welding. If not properly controlled, it will lead to weaker, less ductile welds.
- TIG is cleaner. The process of TIG welding produces no air contaminants and very little fumes, smoke or sparks. Environmental well-being and the health and safety of our welding crew is of upmost importance to us. The resulting TIG welds not only provide a better electrical interface but they are more cosmetically attractive.
- MIG is faster. Any welder will tell you that, but faster isn't always better. We've found that after surface preparation, splatter cleanup, grinding and smoothing are all accounted for, the speed difference lost to MIG welding is won back by using more precise TIG welds from the start.
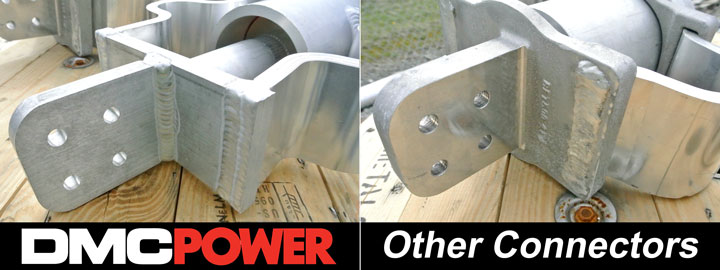
- TIG is better for aluminum. Of all common materials, it's well known that aluminum is the most difficult to weld. All DMC Power connector components are machined of high quality 6061 and 6101 aluminum for an extremely flat, smooth finish before reaching the welding stations.

Other connectors are assembled from casted A356 aluminum and MIG welded. A356 aluminum is more porous by nature, contains more "floating" content (especially Silicon) and has a much higher melting point. These three factors combined with less precise MIG welds make A356 aluminum extremely difficult to bond.
MIG is an Axe, TIG is a Scalpel
MIG is a fine solution for many jobs and materials. Under the proper conditions, a skilled welder can do quality welds quickly.
But our customers have much higher expectations. And thats why DMC Power uses the versatile, precise, consistent welds that TIG produces.
| Faster | MIG |
| Cleaner | TIG |
| Higher Quality | TIG |
| Better Weld Penetration | TIG |
| Higher Strength | TIG |
| Better Finish | TIG |
| More Precise | TIG |
| Better on Aluminum | TIG |
Click to enlarge